汉语
汉语 English
English Español
Español
针对等离子渗氮工艺,在氮化炉中利用雅之雷德的真空系统技术。
乐发v2等离子渗氮技术对于热处理变得越来越重要。一流的技术和控制措施确保化合物层和扩散层的结构和成分可以得到持续的控制和监测。脉冲直流等离子用于实现均匀的热处理效果。这种热化学工艺的优势是可以在 520°C 和 580°C 之间相对较低的温度下进行热处理。为使等离子体导电,必须使用自由载流子进行电力传输。在大气压力下,要使等离子体具有导电性,所需达到的温度在经济上并不现实。然而,在实践中,在 2.5 毫巴压力下工作,这样的条件就允许在低于 600°C 的温度下进行热处理。与其他热处理方法相比,这已经是很低的温度了,这对组件的扭曲特性具有极其积极的影响。此方法的另一优势是,可以对组件中不需要渗氮的各个部分进行机械掩蔽,从而有选择性地将其排除在渗氮工艺之外。这不会改变掩蔽部分底部表面的特性。
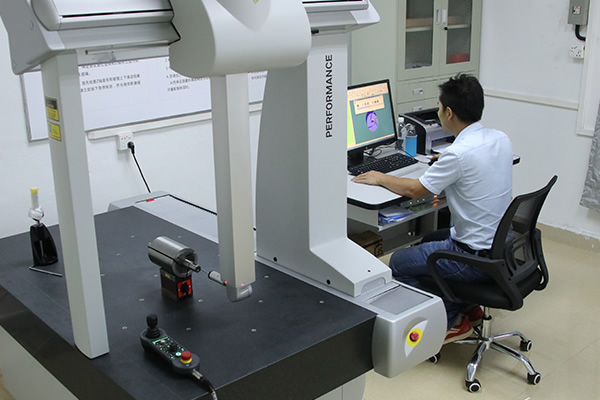
乐发v2在实际执行等离子渗氮工艺之前,需要将待处理的组件精确放置在固定设备上。零件必须放置在氮化炉中最合适的位置,方可实现理想的表面特性。在加料程序结束并关闭氮化炉后,即会将氮化炉抽真空至所需的工艺压力,并使用壁装式伴热器对其进行加热。此加热过程结束后,组件即会暴露于氮气氛中的辉光放电作用下。在辉光放电过程中会产生等离子。在此过程中,氮进行离解和离子化,并在组件表面燃烧。确切的处理温度和渗氮持续时间取决于组件的材料、尺寸和成分,以及要实现的渗氮层深度。渗氮程序完成之后,氮化炉和组件即会进行冷却。整个过程持续 17 到 30 个小时。在此期间,真空系统一直处于运行状态。
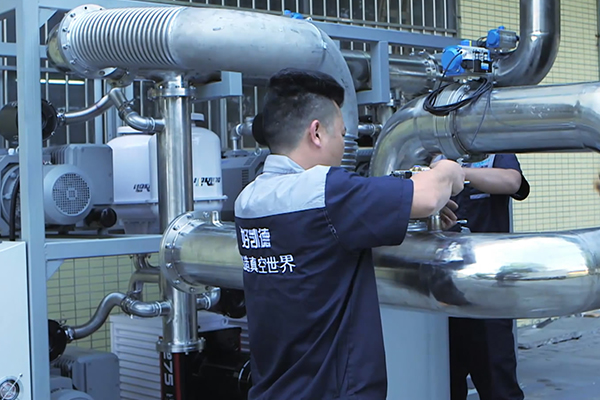
此款真空系统包括一个油润滑旋片真空泵(作为前级泵)和一个罗茨真空泵。该系统可实现小于 1 x 10-2 毫巴的极限压力,工艺过程中的实际工作压力为 2.5 毫巴。这样可以充分利用真空系统的最佳抽气速率,也就是此运行范围内的最高速率。
工艺开始时,好凯德旋片真空泵将氮化炉从大气压力抽至 100 毫巴的粗真空状态。只有在此时罗茨真空泵才会运行。作为增压泵,它会显著提高真空系统的抽气速率,从而快速实现并可靠地维持工艺压力。 通过将真空系统与旋片真空泵及其控制装置结合使用并特别针对工艺进行协调,能够以近乎最低的能量消耗实现最快的抽气速率。
通过精准地维持工作压力和抽气速率,可以确保运行能力和工艺的可复制性,从而能够精确地实现理想的产品特性。氮化的等离子体大多是高合金不锈钢,不过建筑用钢或烧结金属也采用此工艺进行热处理。
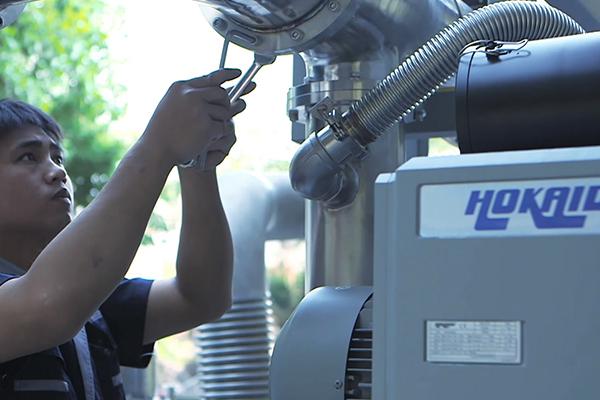
雅之雷德机电坚持:真空技术的绝对可靠性是第一要务。这是因为渗氮工艺中真空系统出现故障会导致整批高质量、高成本的精密组件报废。在此期间,真空供给没有出现任何故障。
真空系统仅需要最低程度的维护。除了每日目视检查油位,旋片真空泵以及罗茨真空泵齿轮中的机油仅需每两年更换一次。
相关动态