汉语
汉语 English
English Español
Español
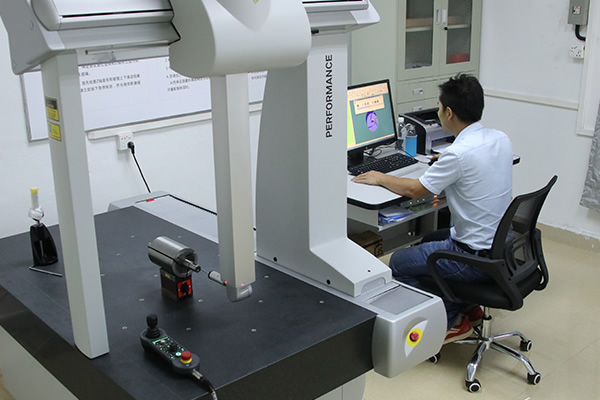
泵总体结构型式:
进口真空泵乐发v2的泵体的布置结构决定了泵的总体结构。
立式结构的进、排气口水平设置,装配和连接管路都比较方便。但泵的重心较高,在高速运转时稳定性差,故这种型式多用于小泵。
卧式泵的进气口在上,排气口在下。有时为了真空系统管道安装连接方便,可将排气口从水平方向接出,即进、排气方向是相互垂直的。此时,排气口可以从左或右两个方向开口,除接排气管道一端外,另一端堵死或接旁通阀。这种泵结构重心低,高速运转时稳定性好。一般大、中型泵多采用此种结构。
泵的两个转子轴与水平面垂直安装。这种结构装配间隙容易控制,转子装配方便,泵占地面积小。但泵重心较高且齿轮拆装不便,润滑机构也相对复杂。

乐发v2进口真空泵壳体的损伤,往往都是因机械应力或热应力的作用而出现裂纹,雅之雷德机电科技其检查与维修的方法:
1.裂纹检查
用手捶轻击壳体,如有破哑声,则说明已破裂,要仔细寻找裂纹地点,必要时用放大镜寻找。裂纹找到后,可在裂纹处先浇上没有,擦干表面,然后涂上一层百分,并用锤再次轻击壳体。不久,裂纹内煤油会侵蚀带份,呈现一道黑线。即可判断出裂的走向与长度。
2.裂纹修补的方法
如裂纹不在承受压力或不起密封作用的地方,为防止裂纹继续扩大,可在裂纹的两端各钻一个直径5-6mm的止裂孔,壁厚大于6MM以上的可钻直径为7-8mm的止裂孔。止裂孔的文职应距裂纹末端5-10mm。
乐发v2如裂纹在承压的地方,应进行补焊,方法如下:
钻完止裂孔后,沿裂纹铲出50-70度的坡口,然后甩气焊炬至200度作用,烧去油垢,用钢刷清理焊口。用铸308焊条作为底层过度层施焊,壁厚的可用结507焊条坐填充焊接。为不使焊缝太热,不能连续焊接,每次以焊长30-40mm 为宜,当焊接一段焊缝后,立即用手捶轻轻锻打,以消除内应力。
为提高焊接强度还可采取下列加强措施:在焊缝内加装螺栓:胶状螺栓的直径等于被焊件厚度的40%。而且不能大于13mm,螺栓深度为直径1.5-1.2倍,用丝锥套上螺纹,拧上螺栓后逐层按上法焊接。或垂直裂纹于是当位置钻凯一些波形健的槽,用上述焊接法,焊填这些槽亦可加强焊缝强度。
对于承压的进口真空泵壳体在补焊完了后,要装配起来进行水压试验。试验压力为工作压力的1.5倍,保持压力的时间不得少于5min,试验水压力不能低于0.2MPA。
相关动态